
What is hot Plate Welding?
 Hot Plate welding is a kind of original thermoplastic joining procedure with heating principle, which applies object in high temperature to melt two thermoplastic workpieces at the joining area, after which keep pressing the two parts contacting together at the molten area under pressure until become re-solidified and form fusion. During hot platen welding, the two workpieces are held firmly.
Hot Plate welding is a kind of original thermoplastic joining procedure with heating principle, which applies object in high temperature to melt two thermoplastic workpieces at the joining area, after which keep pressing the two parts contacting together at the molten area under pressure until become re-solidified and form fusion. During hot platen welding, the two workpieces are held firmly.
The workpieces to be welded is called as plastic halves of part/products, and the object in high temperature used to melt plastic halves is hot platen, while the object holding plastic half is called as hot plate welding jig or hot plate welding fixture. Normally, we call hot platen and hot plate welding jig together as hot plate welding tooling or hot plate welding mould.
Hot plate welding is a kind of the most mature thermoplastic joining articles. Because of its stability and high ability of welding performance, it is most applied for some thermoplastic joining in challenge requirement and parts specification, especially can be applied to weld parts which is over than ultrasonic welding ability.
Hot platen thermoplastic joining can be applied in many kinds of industries, such as vehicle industry, home-appliance industry, etc, especially it is applies the mostly in vehicle for the assembly of tail lamp, washer tank, fuel tank, air-duct, fuel filler pipe, glove box, etc.
How is the basic operation process of hot plate welding?
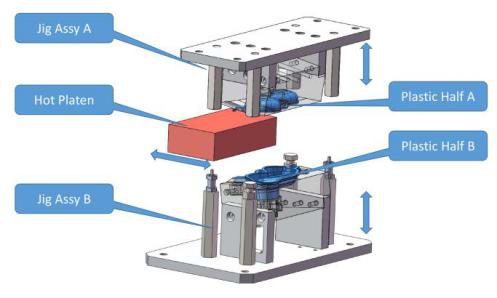
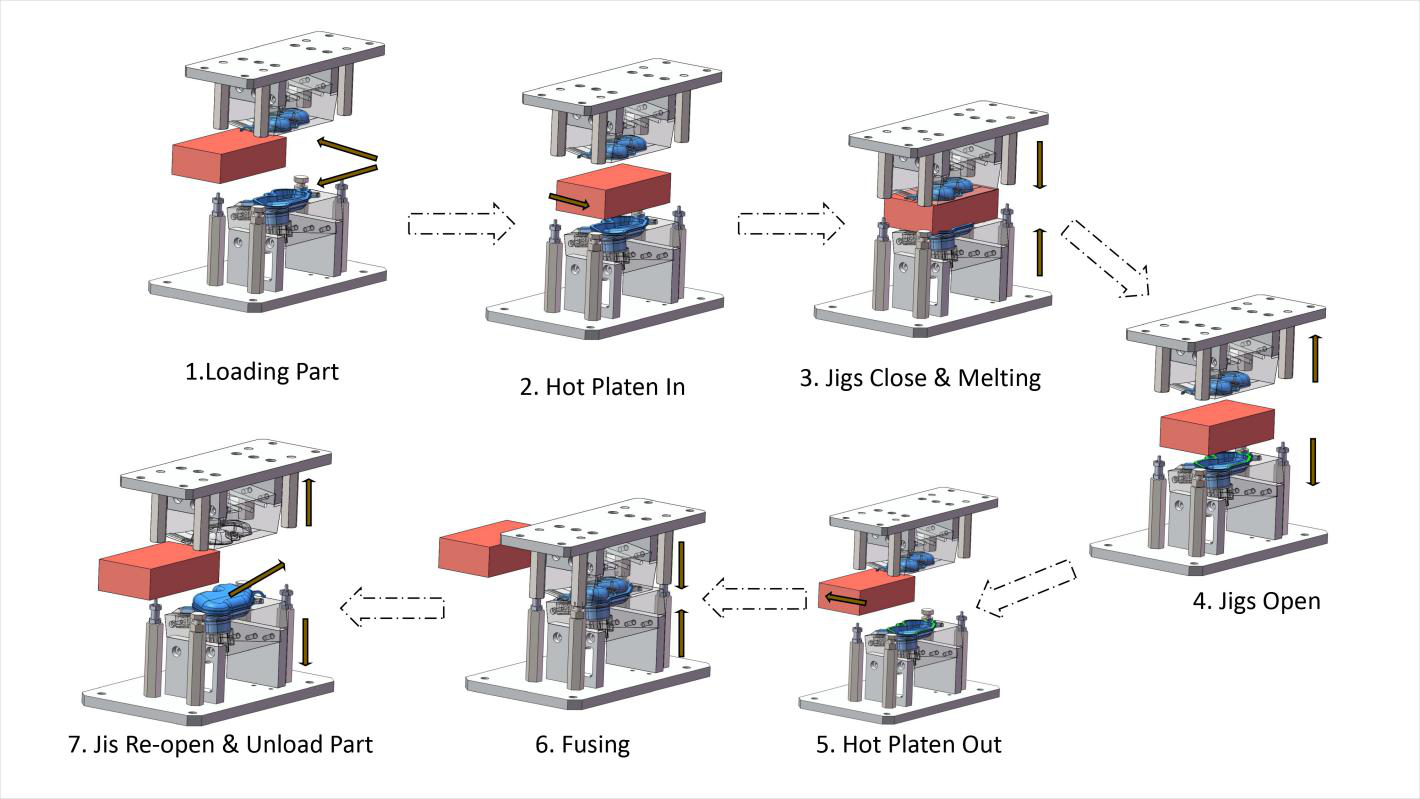
1. Loading Part: Load plastic halves into hot plate welding fixtures;
2. Hot Platen In: Hot platens move forward to the space between two plastic halves;
3. Jig Close: Plastic halves move toward to hot platen forced by hot plate welding fixtures;
4. Hot Platen Melting: Hot platens melt plastic parts at the joining area (called as joining line);
5. Jig Open: When melding is enough (normally controlled by time), two plastic halves move apart from hot platen by fixtures;
6. Fusing: Hot plate welding fixtures move toward each other and keep the two molten plastic halves contact together at the molten area under pressure;
7. Jigs Re-open: When the fusing time is finish (the molten material should become re-solidified), one of jig release the welded parts, and then the two hot plate welding fixtures move apart from each other;
8. Unloading Parts: remove the welding plastic part from hot plate welding fixture.
The Advantages of Hot Plate Welding?
1. Good plastic joining ability: hot plate welding is applied for the thermoplastic joining in challenging requirement as big welding size, complex geometric shape design;
2. Welding is strong and airtight.
3. Can be applied to the most range of plastic material;
4. Can be applied to realize joining between two different material, especially good for weld two kinds of machine in big difference in melting temperature;
5. Original thermoplastic joining procedure, welding process is easy to control, weld performance is stable;
6. Lower equipment cost and equipment maintenance cost;
7. Can easily realize others extra advanced function for welding management and supervision.
The Disadvantages of Hot Plate Welding?
1. High power consumption;
2. Long cycle time in welding, normally is 30~50S per cycle;
3. Not good welding result to some material, such as nylon, because of carbonization to material by contacting heading combustion, which cases weak welding more over none welding;
4. Welding strength is not enough between some different material;
5. Easy case melting residue sicking on hot platen;
6. Smoke generated during hot plate welding which cases pollution;
7. Requests high cost & technology in accurate & precision control.
Common Material for Hot Plate Welding Art
As a kind of thermal plastic welding technique, hot Plate welding provides thermoplastic joining in high welding strength and air-tightness. The most thermoplastic material range is weldable by hot platen include:
² ABS-Cycolac: Acrylonitrile Butadiene Styrene;
² AsA-Geloy: Acrylic-Styrene-Acrylonitrile;
² POM-Acetal & Delrin:PolyOxy-Methylene
² PA-Nylon & Zytel:PolyAmide
² PBT-Valox & Enduran:PolyButylene Terephthalate
² PC-Lexan & Makrolon: PolyCarbonate
² PC/ABS-Cycoloy & Bayblend:PolyCarbonate / Acrylonitrile- Butadiene- Styrene
² PC/PBT-Xenoy:PolyCarbonate/ PolyButylene Terphthalate
² PC/PET-Xylex & Makroblend:PolyCarbonate/ PolyEthylene Terephthalate
² PE:PolyEthylene
² PET-Polyester:PolyEthylene Terephthalate
² PMMA-Acrylic & Lucite:PolyMethyl MethAcrylate
² PPO-Noryl:PolyPhenylene Oxide
² PPS-Ryton:PolyPhenylene Sulfide
² PP:PolyPropylene
² PS:PolyStyrene
² PSO-Udel:PolySulfone
² PVC-Vinyl:PolyVinyl Chloride
² PVDF-Kynar:PVDF (PolyVinylidene Fluoride
² TPE-Santoprene:Thermo-Plastic Elastomers
The Key Parameters of Hot Plate Welding?
1. Melting Temperature: the temperature of hot platen to melt thermoplastic, which is depends on material. The temperature also effects the time spent in melting, the temperature is higher, the melding time is shorter, ignoring the characteristic of thermoplastic material.
2. Melting Time: the time spent in melting material by hot platen, which depends on thermoplastic material and affected by melting temperature.
3. Melting Pressure: The pressure forced to plastic parts during hot platen melting;
4. Melting Depth: the volume of molten material by hot platen, means the moving distance since hot platen contact plastic parts to moving stop, which affects welding strength deeply and melting follow. It depends on the welding quality requirements, materials and parts designs, etc.
5. Fusing Time: The time spent in keep plastic parts together for fusing, which depends on material mostly and melting volume. It affects welding performance and production capacity critically.
6. Fusing Pressure: The pressure forced to plastic parts to keep them from lose during plastic fusing. It mostly depends on material, variation, stress of plastic parts. I affects welding strength deeply.
7. Fusing Depth: The jigs moving distance since the plastic halves contact each other to the jigs moving stop. It affects welding strength, welding air-tightness and welding flash much.
The control of hot plate welding process:
1. Temperature:
2. Time:
3. Depth:
4. Action Speed.
5. Pressure:
Low Temperature welding and high temperature welding?
The force of hot plate welding action?
1. Pneumatic:apply pneumatic cylinders to control jigs and hot platen motion and force pressure during hot plate melting and welding. The advantages of pneumatic hot plate welder is lower machine manufacturing cost, fast motion speed. Pneumatic hot plate welder can meet the most of welding requirement.
2. Hydraulic: apply hydraulic cylinders to control jigs and force pressure during hot plate melting and welding. Its advantages is can provide very high pressure during hot plate welding which is applied to finished hot plate welding requests high strength.
For the fast motion, normally,machine applies pneumatic system to control the motion of hot platen.
3. Servo Motor: apply servo motor systems to control jigs and hot platen motion and force pressure during hot plate welding & welding. Servo hot plate welding is with advantages of high control precision, fast motion speed, and can realize the steps control of hot plate welding process, meeting hot plate thermoplastic joining to in high requirement, especially perfect to lower temperature welding or non-contact heat welding.
Because the developing of demand, servo hot plate welding machine is more and more welcomed by market.
4. Half Servo (Servo & Pneumatic )Hot Plate Welder: apply servo motor system to control the motion of jigs and apply pneumatic cylinders systems to control the motion of hot platen. Machine apply servo motors to control jigs motion to ensure its fact action, precision control in steps process, and on the other hand, because the speed control accuracy of hot platen is not very important to most of hot plate welding, applying pneumatic system to control hot platen by which ensure fast hot platen motion speed while achieves economical machine manufacturing cost.
|
|
Pneumatic |
Hydraulic |
Servo Motor |
Half Servo Motor |
|
Jig Control |
Pneumatic |
Hydraulic |
Servo Motor |
Servo Motor |
|
Hot Plate Control |
Pneumatic |
Pneumatic |
Servo Motor |
Pneumatic |
|
Cycle time |
fast |
slow |
Most fast |
fast |
|
Control Precision |
Low precision, requests extra mechanism design for precision |
Low, requests extra mechanism design for precision |
High |
high |
|
Difficult to realize |
Difficult to realize |
Difficult to realize |
Easy to realize |
Easy to realize |
|
Pressure |
High |
Very high |
/ |
/ |
|
Machine Cost |
Lowest |
High |
High |
Intermediate |
|
Maintenance Cost |
Lowest |
High |
High |
Intermediate |
How is Joining Design for Hot Platen Welding?
Basic Construction of a hot platen welder
Basic Construction of Hot Platen Welding Tooling.
Advanced features of hot plate welding machine;
Extra Advanced features of hot plate welding tooling;
Hot Platen Material:
1. Steel;
2. Aluminum;
3. Bronze;
Process of Hot Platen to keep from molten material sticking:
1. Polishing:
2. Nitriding;
3. Teflon Coating;
4. Cover by Teflon cloth;
5. Increase temperature.
Pollution by smoke to plastic parts (eg. Lens of tail lamp): air change during hot platen melting.
Keep non-area from burning by heating: Cover hot platen non-contact plastic parts area by thermal insulation cloth
Fault in Hot Plate Welding?
1. Variation of plastic parts cases: correct parts shape by hot plate welding jig through tooling design;
2. Stress cased by hot plate welding: eliminate stress by high temperature after hot platen welding;
3. Uneven welding: Machine of tooling adjustment;
4. Flashing of material: plastic parts joining design;
5. Over welding: adjust hot plate welding equipment;
6. Weak welding: Change material; adjust hot plate welding equipment; improve parts design;
7. Sticking tooling: check above.
8. Smoke generated during hot platen welding: check above.
 ไทย
ไทย